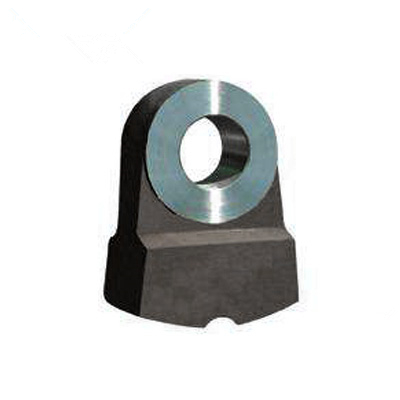
晟腾焊接材料有限公司可按照各行业客户的要求定做各种高铬、高锰材质的锤头,衬板欢迎各界客户前来洽谈合作
以高铬锤头为例,我公司采用镶铸工艺铸造双金属复合锤头,锤端材料为含铬量26%的高铬铸铁,锤柄材料为型号ZG35的中碳钢。造型时锤端和浇注系统内浇道的成型分别采用木模和消失模模型,先铸造出锤柄材料,再在欲复合端浇注高铸铁液。复合时将砂型整体放频率为1400HZ的入感应线圈中感应加热,加热过程中消失模受热汽化。当锤柄升到预定温度(800℃左右)时,开始浇注复合层金属液。所得的界面为完全冶金结合。浇注温度为1500℃。复合部分经热处理后组织为Cr7C3共晶碳化物+马氏体+少量残奥,基体为珠光体+铁素体。HRC≥58,ak≥6 J/cm2,锤头使用寿命是同等工况下高锰钢的5倍左右。
结构与特点
镶铸复合法是将一种材料(固相)和另一种材料(液相)在铸模内进行组合,利用金属液的热量,在铸件凝固时使液相材料与基体结合在一起的工艺。镶铸工艺操作简单,形状简单或复杂的耐磨铸件都可以加工,生产成本低,铸件综合性能优越,是双金属复合铸造中近乎完美的一种工艺方法。双金属复合铸造工艺已经在世界范围内得到良好的发展。

 中文
中文  English
English